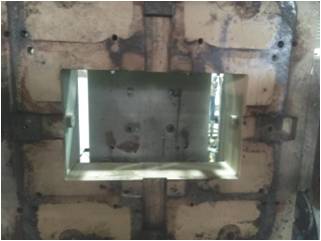
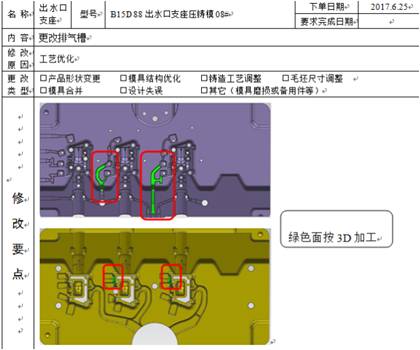
为减少浪费、降低成本、提升质量, 瑞明集团持续开展精益生产改善,保持企业的良性运转,提升企业的竞争力。现将以下优秀案例展示如下: 优秀案例展示一 ?改善团队:余东伟、李春健、唐涛等 ?提报部门:铸造保全科 ?提报项目:吸烟罩导轨快修方案 推选理由: 原来吸烟罩导轨更换困难,由于烟管固定挡住碍事,维修时间长,导致现场设备停机时间长。 改善前:吸烟罩与导轨连在一起,维修困难,时间长。 改善后:将吸烟罩与导轨改为活动式。 改善成果:提高工作效率,减少设备维修时间、人员。原设备吸烟罩维修时间2人1天/台,一个月维修18次左右;现设备吸烟罩维修时间1人1天/台 ,一个月维修2次左右;原保养人员需要5h/台,现保养需要1h/台。 优秀案例展示二 ?改善团队:谢国、亓藴志、李永健等 ?提报部门:机加工厂 ?提报项目:P7缸盖高速冷却优化改善 推选理由: P7缸盖粗加工线,应要求清洗产品时需要50℃水清洗,试压时必须保持恒温,高温缸盖试压则会影响合格率。 改善前:采取自然冷却产品,产品冷却要12分钟。 改善后:添加自制的风冷设备,产品冷却只需2分半钟。 改善成果:产品可以放置在风冷机中,通过风冷机自动运转一个周期冷却产品至恒温,大大缩短了产品的冷却时间。 优秀案例展示三 ?改善团队:翁天宝,张小银,王润,熊丕锋等 ?提报部门:铸造工厂 ?提报项目:热电偶快插盒的改进 推选理由: 模具在保养及送检过程中对于装在模具上的热电偶没有任何固定的接线的情况下(无防护),很难避免热电偶不被勾坏撞断的事情发生,每天要有十多根损坏,而且遇到高温热电偶接线头会被融化,进不了模具加温炉。 改善前 改善成果: 改善前每天热电偶损坏至少10根,10*30=300根,改善后每天热电偶损坏0.5根 0.5*30*=15根。 改善后 优秀案例展示四 ?改善团队:黄磊、杨四海等 ?提报部门:铸造工厂 ?提报项目:清渣剂改善 推选理由: 目前我司使用的清渣剂,精炼后形成的氧化渣较多,造成铝锭损耗较大造成浪费,而且精炼过程中烟尘大、刺激性气味浓。 改善前:精炼过程中烟尘大、刺激性气味浓。 改善后:精炼过程中烟尘小、刺激性气味小。 改善成果:节约综合成本:(18-24元/铝损)-2.8元=15.2~21.2元/炉。 优秀案例展示五 ?改善团队:李永健、杜伯生等 ?提报部门:装备工厂 ?提报项目:检漏机优化 推选理由: 我公司检漏机设备导向部位先采用50线性衬套,优点:导向性能好,缺点:a、长时间使用划伤活塞杆,杆外表面划出4道深深的沟槽,造成设备使用寿命缩短,价格贵衬套易坏,维修时间长,b、衬套生锈后不能再次利用,活塞杆有沟槽后不能再次利用。 改善前:易生锈,使用周期一到两年,维修时过程负责,采购时价格贵。 改善后:改用新品牌的50铜衬套,价格降低(与采购部确认过),已使用4年无维修、更换。 改善成果:1、铜衬套长时间使用无划伤活塞杆。2、不会生锈。3、设备一次调试合格后,后续不会造成铜套坏。4、可以再次利用衬套。 优秀案例展示六 ?改善团队:赵俊勇、辛得高等 ?提报部门:生产管理部 ?提报项目:冷却水塔温度控制改善 推选理由: 铸造一部、二部冷却水塔24小时运行无温差控制效果,铸造一部 冷却水泵(11KW)风机2台(每台7.5KW)24小时长期运行,日用电量:约624度。铸造二部冷却水泵(22KW)风机4台(4*7.5KW) 24小时长期运行。日用电量:约1248度,无温差运行效果 。 改善前:之前无温差识别,冷却水泵,风机24h工作。 改善后:加了温控系统,可以识别性让冷却水泵、风机工作。 改善成果:低温四个月约节约用电1872度/天*30天/月*4个月=224640度,水温低于29度以下三个月冷却水泵工作足以降低水温,冷却风机停止工作(6台*7.5KW=45KW)45*24/天*30/月*3=97200度。 优秀案例展示七 ?改善团队:黄磊、吴佳辉等 ?提报部门:铸造技术部 ?提报项目:冒口减重 推选理由: 此缸盖铸件冒口重量平均为11.299kg,目前此缸盖F、G、H模这三套复制模已将铸件冒口优化减重,于2017年3月、4月试制送样验证,F、H模已通过客户验证可批量生产,G模送样150件客户未曾反馈缩松或泄漏等问题。 改善前:冒口重量平均为11.299kg。 改善后:外模改模后铸件冒口平均重量为9.727kg。 改善成果:外模改模后铸件冒口平均重量为9.727kg,平均减轻了1.572kg。每月可节省大量人工成本、精炼成本、熔化成本。 优秀案例展示八 ?改善团队:卓朝新、周信宝、韩瑞雷、胡友根等 ?提报部门:铸造技术部 ?提报项目:变速箱设备、工艺改善 推选理由: 初始模具设计时,技术人员均以设备性能、尺寸进行设计,因产品较特异直径较大,生产时模具顶出装置无法覆盖产品凸出部分,导致生产时顶出装置不平衡,产品脱模困难,必须采用撬棍辅助脱模,生产效率较低,12h班产只能产出40件,平均990s/件。 改善前 改善后 改善成果:改善后可消除辅助撬取动作(优化1人),产品脱模时顶出平稳,降低/消除产品变形,提升生产效率! 优秀案例展示九 ?改善团队:冯波、张武胜、李有俊、肖洒等 ?提报部门:压铸技术部 ?提报项目:出水口支座改善 推选理由: 目前此出水口支座产品大平面气孔数量多,产品报废率高,造成资源浪费。 改善前 改善后 改善成果:5个月此出水口支座气孔不良率2.18%,下降3.32%;平均投料数12万件,减少气孔报废数4200件。 截至2017年8月份累计改善项目407起,累计节省可计算费用71万元;累计奖励费用88944元。
| 

































 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 照妖镜
照妖镜